A Century of Innovation:
The Champion Friction Technologies Story
Champion Friction Technologies has always been a family business, but it’s also a story of American ingenuity at its best. Founded in 1927 by William H. Clubb in Aberdeen, Washington, Champion began by supporting the logging industry’s steam donkeys—those iconic machines that powered the timber boom. The very first friction blocks William made are still produced today, a testament to the durability and quality that built our reputation. In those early days, William pressed friction material together by literally jacking up his family home, strapping the furniture to the walls, and using the weight of the house as a makeshift press. As the business grew, he moved into a downtown Aberdeen shop—though not without some colorful distractions upstairs, courtesy of the neighborhood “cat house.”
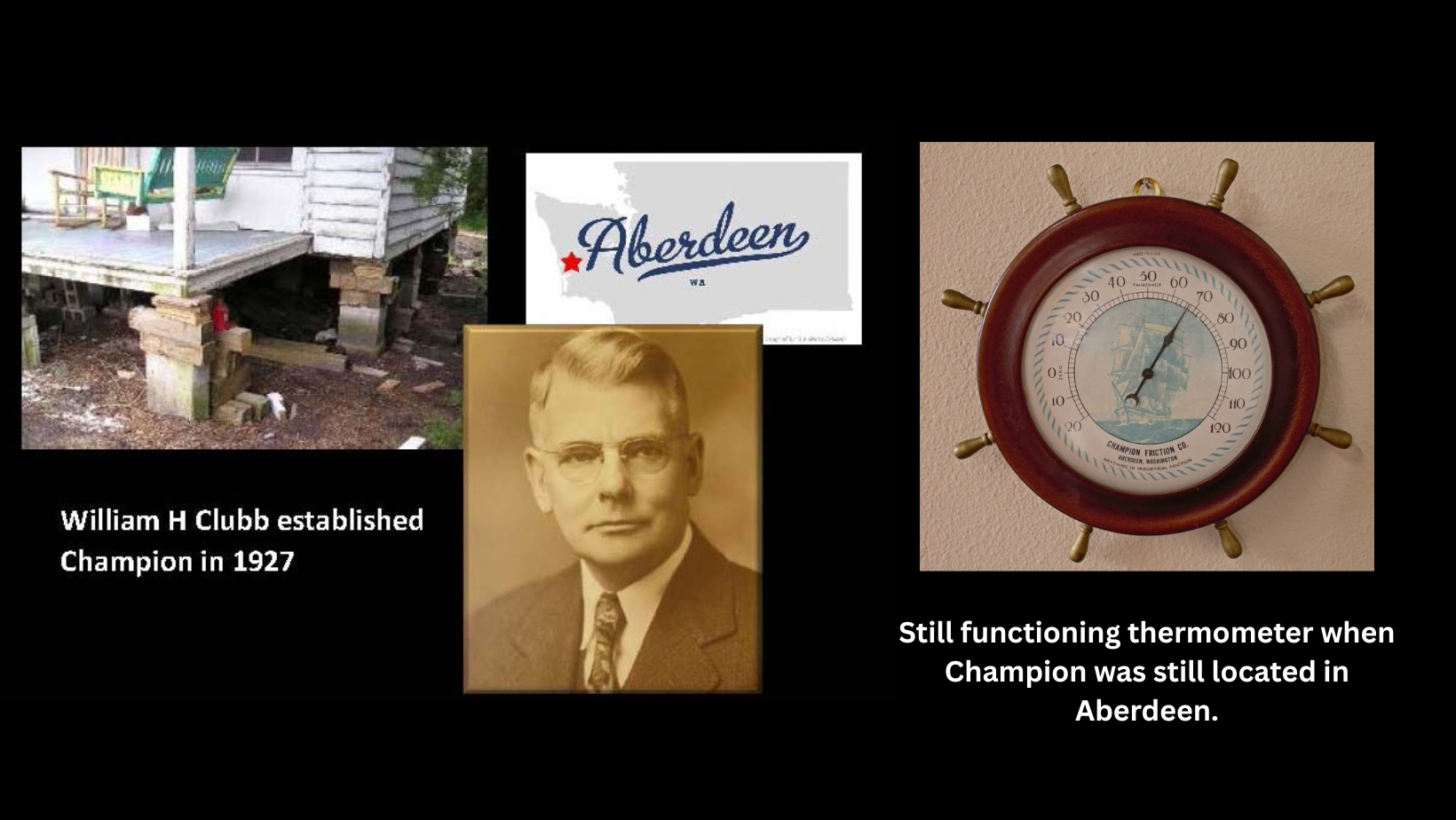
Founded - 1927
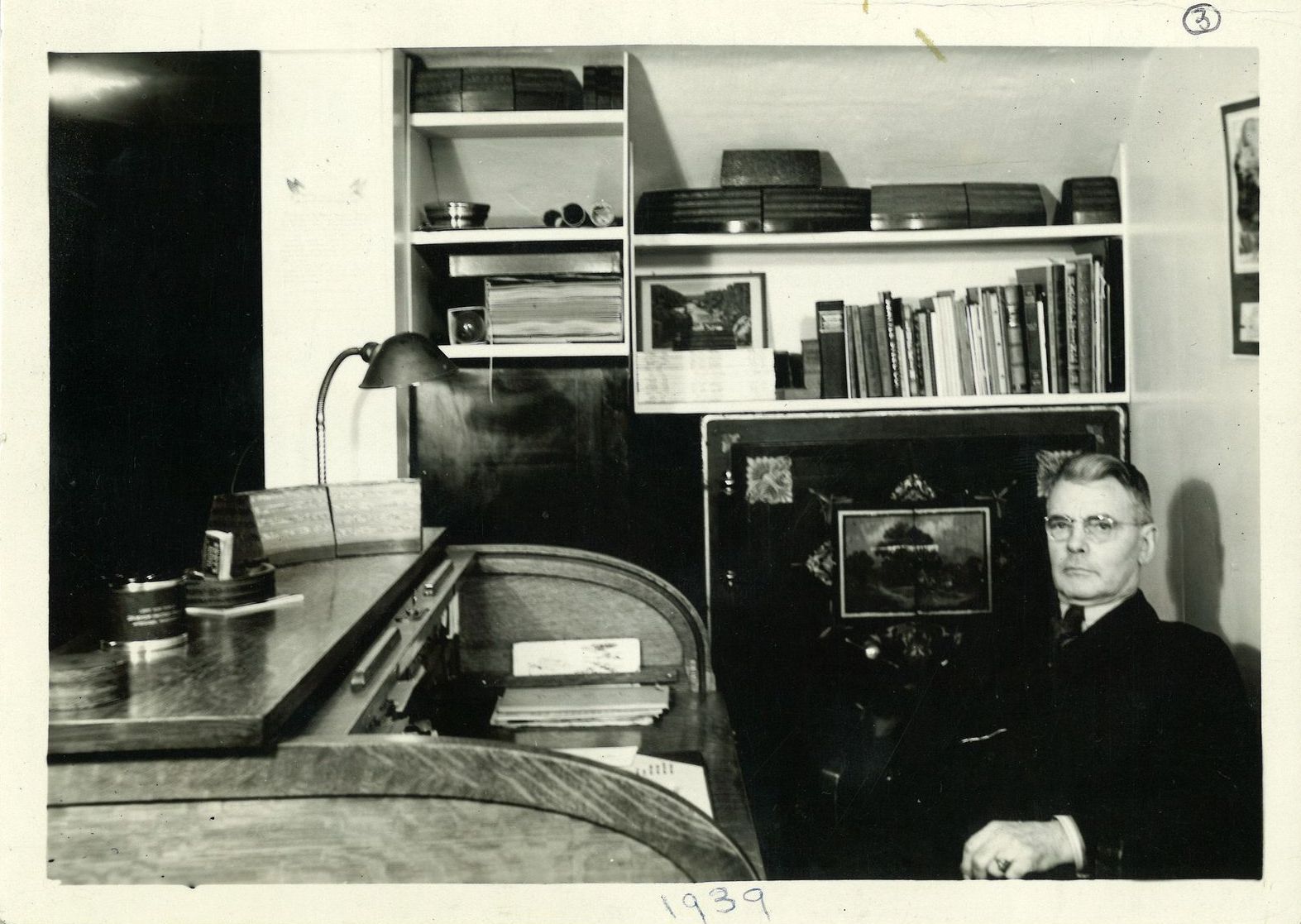
William H. Clubb founded Champion in Aberdeen, Washington - 1927
Helen & husband Chet took over the business and moved it to Eugene, Oregon in the 1940s.
Champion’s legacy was carried forward by William’s daughter, Helen, and her husband Chet, who helped move the business to Eugene, Oregon in the late 1940s. Together, they built a company that became essential to the logging industry in Lane County. By the 1970s, Champion was expanding, developing steel brake bands and pioneering products like EZGlide, an “anti-friction” solution for sawmills. William “Bill” DeChent, Helen’s son, joined full-time in the 1960s, growing the company into new markets and helping Champion develop custom solutions for the U.S. military, marine, rail, and construction industries as the Northwest logging trade began to change.

William “Bill” DeChent joined the company in the 1960s

William "Bill" DeChent and wife Gayle
The 1980s and 1990s saw the birth of Advanced Friction Technology (AFT), Champion’s own line of friction compounds. When Bill’s daughter Robyn joined the company in 1996, she brought new energy and vision. In 2005, Champion Friction Co. and AFT merged to become Champion Technologies Inc., combining nearly a century of expertise under one roof. Today, Robyn leads the company, and the fifth generation—her children Natalie and Alex—have joined, bringing new skills in welding, business management, and a deep understanding of what makes Champion unique. As we approach our 100th anniversary in 2027, we’re proud to be the trusted source for industrial brake and friction products across industries as diverse as logging, mining, marine, government, construction, rail, and even ziplines and dental chairs. Champion Friction Technologies stands for quality, history, and family—we look forward to serving you for the next hundred years.
The Legacy Continued

From left to right: Alex (son), Robyn, & Natalie (daughter)
Industrial Friction
Over the years...
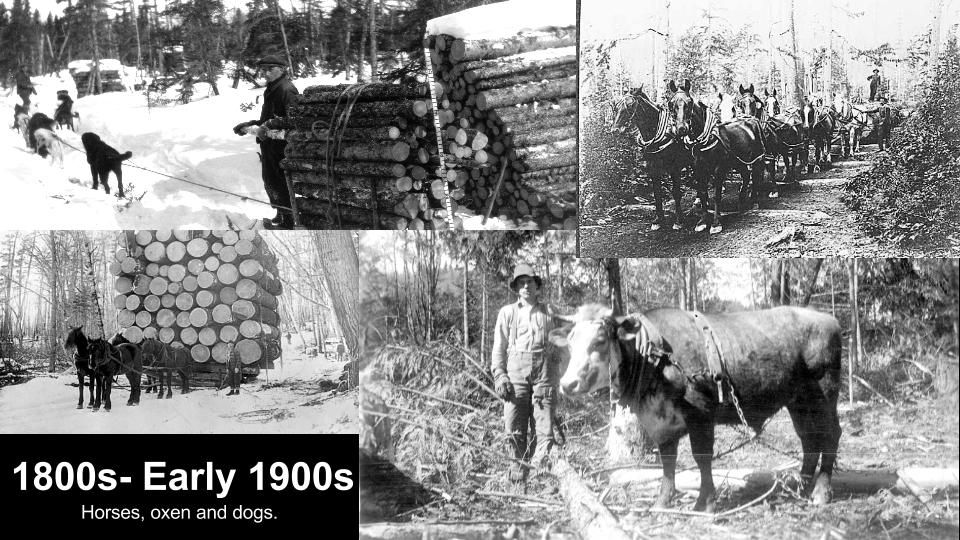
Late 1800s - Early 1900s
In the late 1800s and early 1900s, logging crews relied on a mix of horsepower—literal and mechanical. Horses, oxen, steam tractors, steam donkeys, and even dogs all played a role in hauling timber from deep in the woods. From the start, the logging industry has been driven by the need to find faster, more efficient ways to move logs from the forest floor to the mill.
1920s
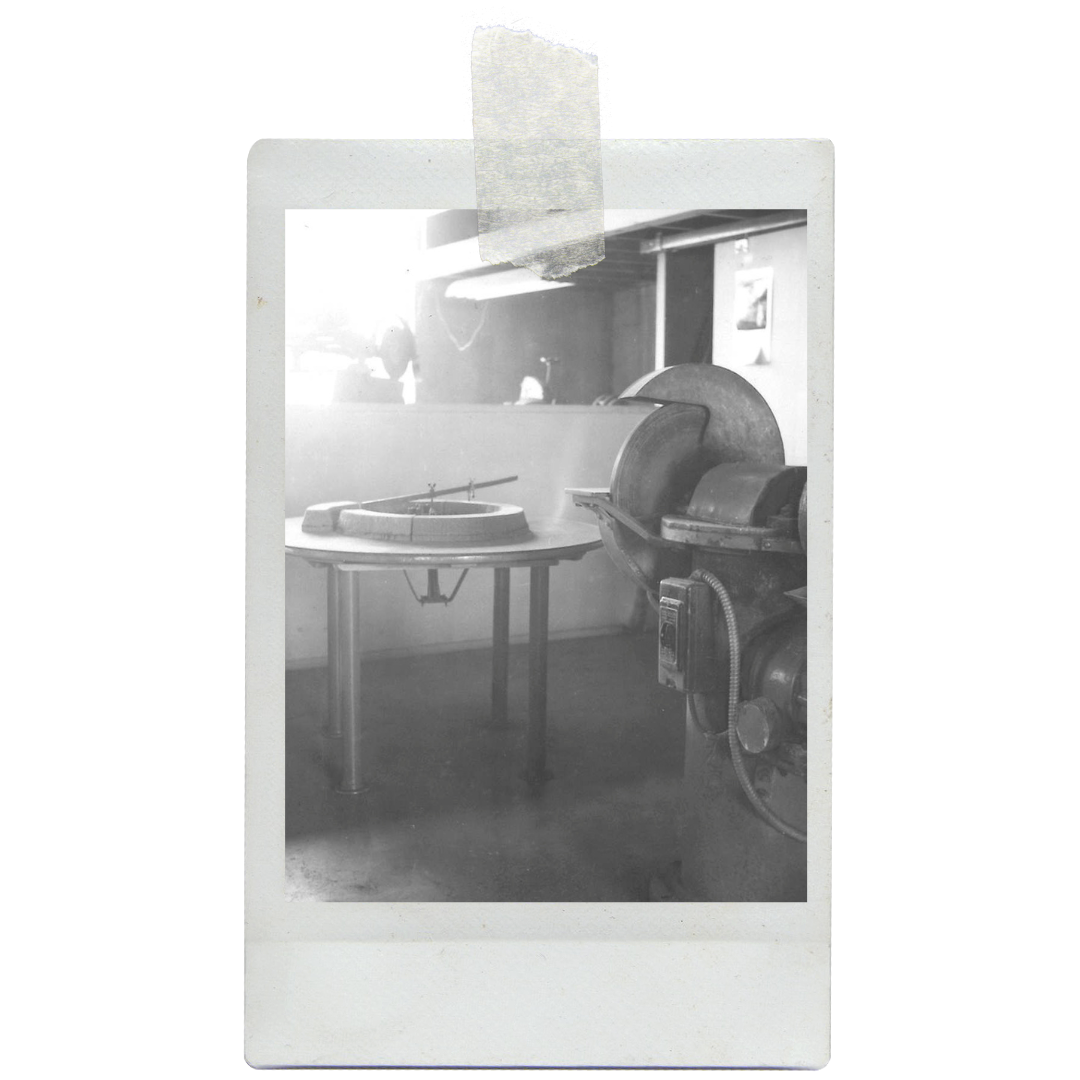
In the early 1900s, the steam donkey revolutionized logging. This powerful, steam-driven machine, mounted on large logs, used winches to haul itself and massive timber up to log landing sites. By 1927, Champion was manufacturing the essential friction blocks that allowed these steam donkeys to brake and hold under heavy loads. The original blocks were crafted from layers of friction material bonded with resin—a process so hands-on that founder W.H. Clubb used his own Aberdeen, WA home as a press, jacking it up, placing the blocks underneath, and letting the weight do the work.
Each set typically consisted of 6 to 24 friction blocks. Over time, the role of these blocks expanded, and today they remain vital in not just logging, but also mining and dredging operations. Champion’s legacy of quality and innovation continues, with friction blocks still at the core of demanding industrial applications.
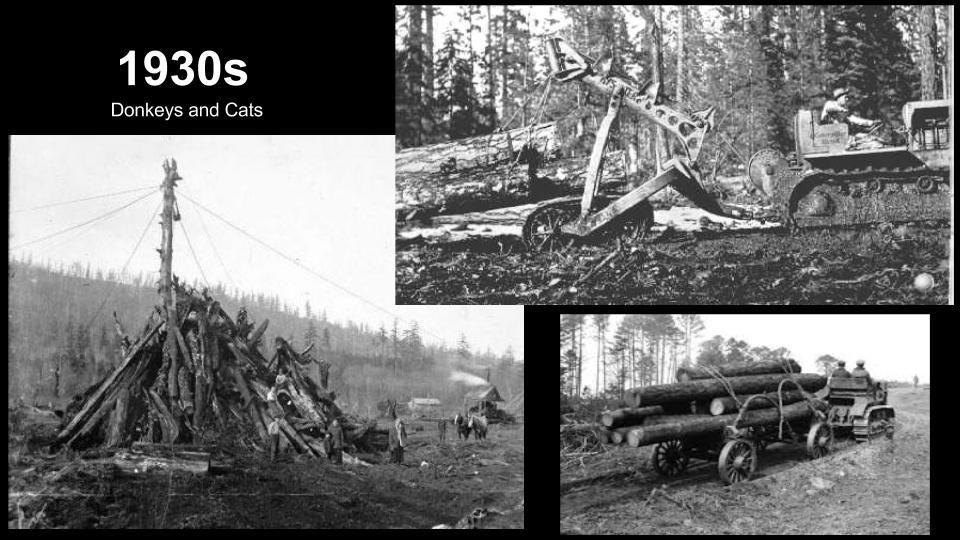
1930s
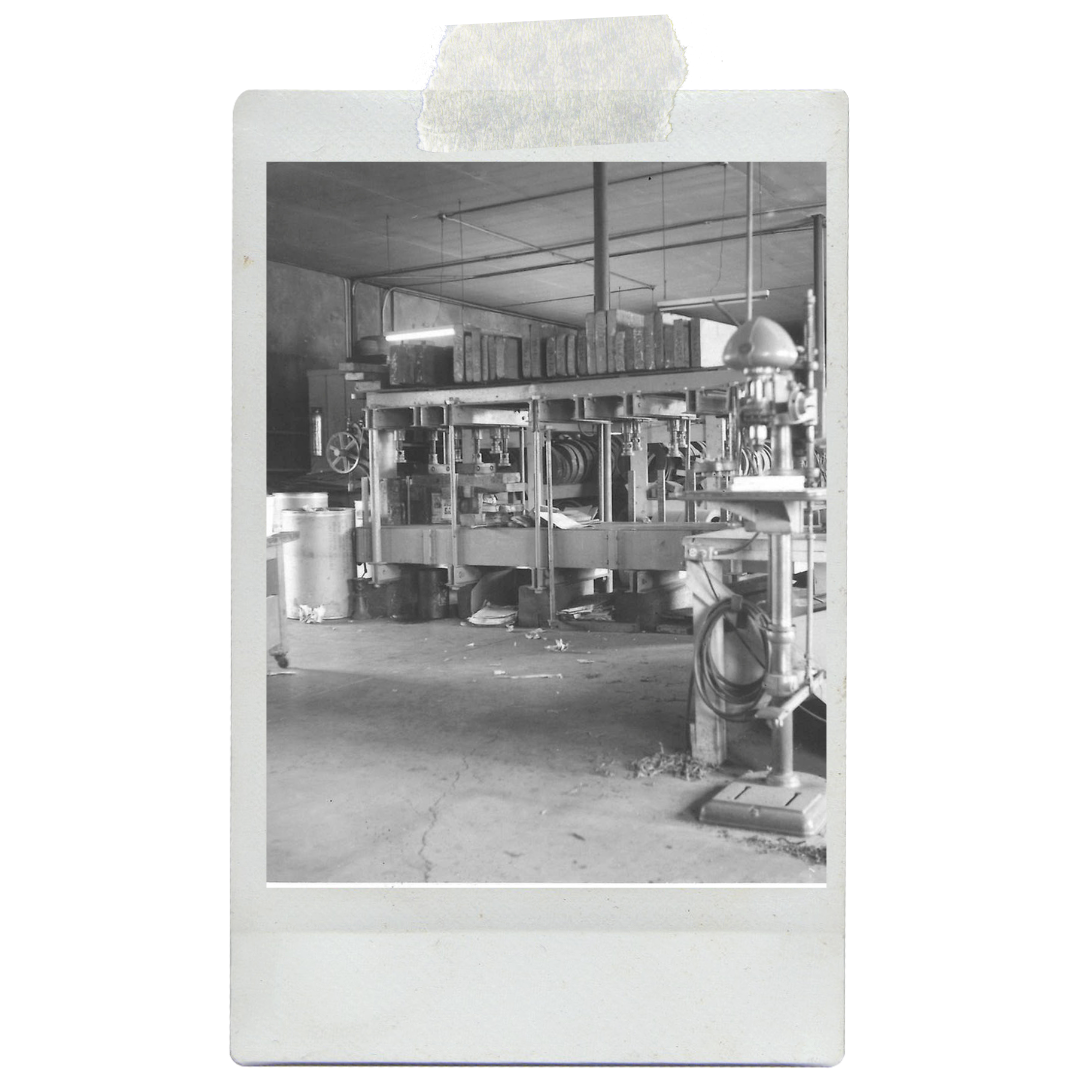
During the 1930's, Champion moved into a manufacturing facility in downtown Aberdeen, WA. The primary product continued to be friction block sets for the steam donkeys. During the early 1930's, Mr. Clubb went up to the logging sites where he would install the friction blocks onto the steam donkeys, limiting the downtime experienced by the logging crew. Caterpillar type equipment was also becoming more common during this era. Champion had the ability to re-line the existing brake, winch, and clutch bands, lowering costs and extending equipment life.
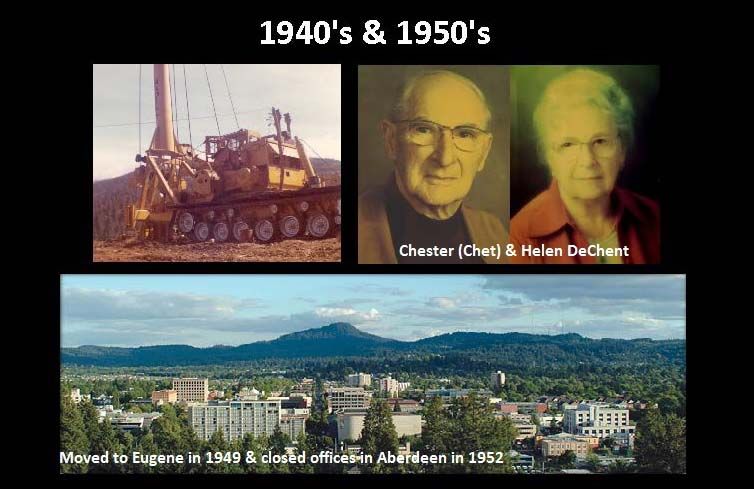
1940s - 1950s
By the 1940s, the donkey engine had become a staple in logging operations, and the arrival of the caterpillar tractor was revolutionizing how quickly timber could be cut and loaded. Champion kept pace with these industry shifts, steadily expanding its range of products and services. In 1940, Helen Clubb and her husband Chet moved to Aberdeen, WA, to join Mr. Clubb at Champion, bringing new energy and hands-on support to the growing business.
In 1949, the entire family—including grandson William—relocated Champion to Eugene, Oregon, where the booming Northwest logging industry offered fresh opportunities. By the 1950s, Champion’s friction blocks had found uses in an ever-wider array of applications, and the company was expanding its reline services to meet diverse customer needs. The closure of the Aberdeen facility in 1952 left the Eugene office as Champion’s sole location, setting the stage for further product innovation and growth. With Chet hitting the road as Champion’s dedicated salesman, the company was poised to build lasting relationships across the region and beyond.

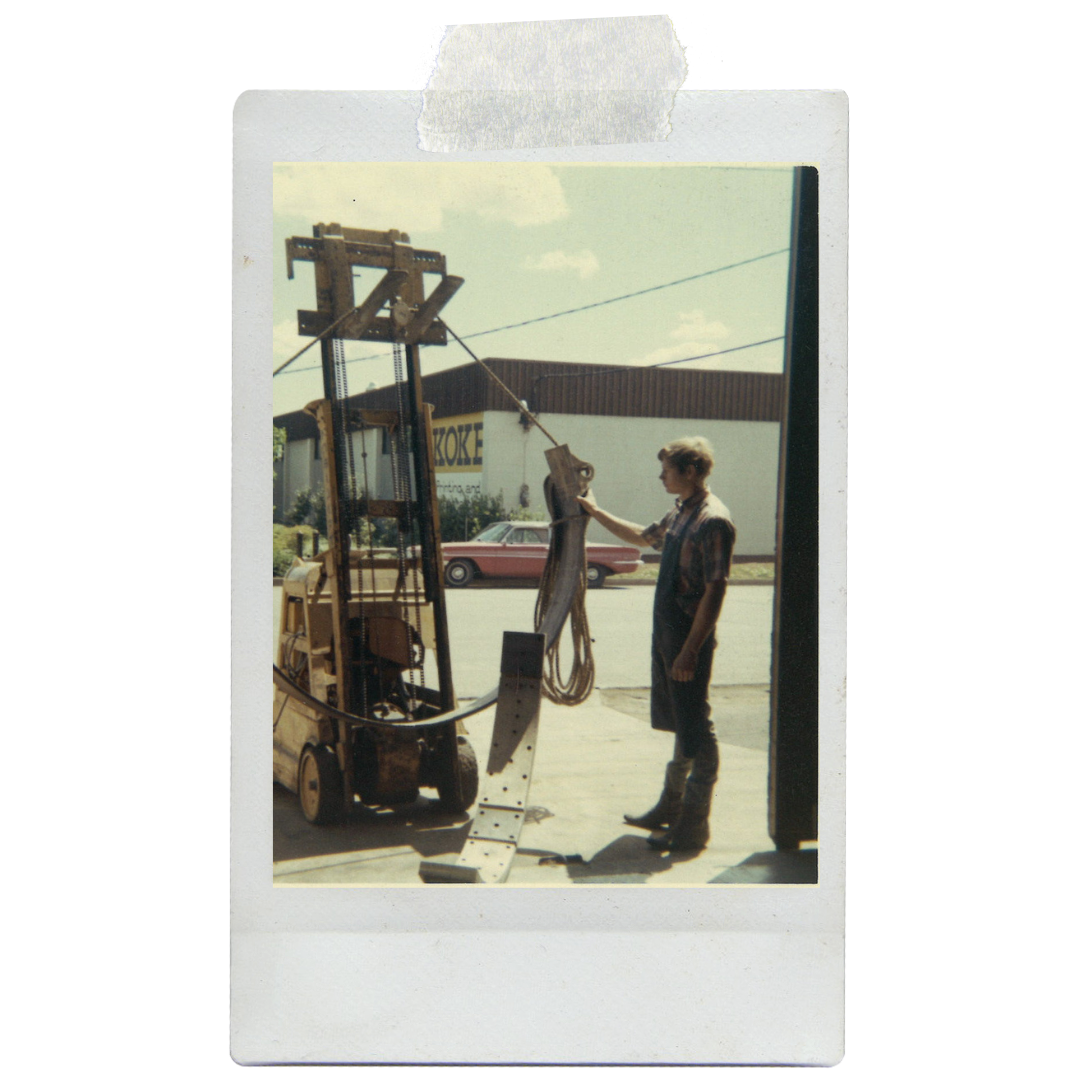
1960s - 1970s
In the late 1960's Champion began expanding the product line to include manufacturing of new brake bands. Champion also began the development of anti-friction materials for sawmills and the development of their own veneer-drying bearing. Champion continues to manufacture and produce E Z® Glide and Sawguide material today. The veneer dryer bearing market grew in a direction where Champion could no longer be competitive. The friction block was continuing its usefulness in construction, mining, dredging, and forestry markets. Champion was beginning to expand its territory to beyond the west side of the nation. During the 1970's, Champion continued the growth of its anti-friction product EZ Glide®. EZ Glide® utilized the benefits of graphite to enhance the lubrication and reduce wear on the bandsaw and circular blades. Champion continues the manufacturing of EZ Glide® today. They also have expanded their fabrication departments and selection of friction lining continuing to build to keep up with the demand for their products and services. the its

1980s - 1990s
In the early 1980s, Champion began supplying friction materials for government heavy-duty applications, marking a major milestone with a significant order for the M113 Armored Personnel Carrier—fondly known in-house as the “BGO” or “Big Government Order.” Since then, Champion has continued to provide critical brake and friction components for the U.S. government and its allies, with our products trusted across a wide range of defense department applications.
Champion’s non-metallic friction formulas have also become a go-to choice in the hydroelectric industry. Organizations like the Tennessee Valley Authority, the U.S. Army Corps of Engineers, and numerous Public Works Departments depend on Champion’s brake blocks to safely and efficiently slow turbine generators, accelerating the rate at which turbines can be brought offline.
The 1990s saw Champion’s expertise in large brake band fabrication expand into marine applications, supplying the necessary braking power for both local and transoceanic barge towing vessels. Around the same time, Champion incorporated Eaton and Wichita parts into its offerings and began serving the oil platform industry with coppers, expander tubes, and friction materials. Today, Champion partners with a variety of companies along the Gulf Coast, providing the brake bands used on winches that help stabilize oil platforms in demanding environments.

Today
Champion’s commitment to innovation stretches back decades. In the 1960s, the company began developing and researching proprietary friction compounds, including a specialized formula for its anti-friction department—EZ-Glide—that’s still relied on today. By the 1980s, shifts in the industry and new environmental standards allowed Champion to expand its in-house research, resulting in the creation of AFT-100, a molded medium-to-heavy coefficient friction material, and AFT-200, a woven heavy-duty friction material. Both became proven industry standards by the early 1990s. Champion didn’t stop there: over the years, the team has engineered ten more unique formulas—AFT-100NM, AFT-132, AFT-200NM, AFT-1006, AFT-1011, AFT-1109, AFT-610, AFT-1202, AFT-1123A, and AFT-1107—adapting to new demands and applications.
Now celebrating over 90 years in the friction industry, Champion has grown well beyond its timber roots, expanding into a wide range of off-highway and industrial sectors. What started with W.H. Clubb’s vision in 1927 was built on by his daughter Helen, modernized by his grandson Bill, and is now carried forward by his great-granddaughter Robyn and a dedicated team—many with decades of experience. Champion’s research and development department continues to push boundaries, constantly improving and inventing new friction material formulas for evolving industries. Nearly a century later, Champion Technologies remains committed to delivering trusted, innovative solutions for every generation.